Начиная с версии 14.0, лицензия на использование СКМ ЛП «ПолигонСофт» может содержать доступ к функции моделирования тепловых и усадочных процессов при центробежном литье.
Принцип центробежного литья заключается в том, что заполнение фор-мы расплавом и формирование отливки происходят при вращении формы вокруг горизонтальной, вертикальной или наклонной оси. Этим достигается дополнительное воздействие на расплав и затвердевающую отливку поля центробежных сил. Процесс реализуется на специальных центробежных машинах и столах.
Главная особенность формирования отливок при центробежном способе литья заключается в том, что заполнение формы металлом и затвердевание отливки происходят в поле действия центробежных сил, во много раз превосходящих силу тяжести.
При получении отливок со свободной поверхностью при вращении формы вокруг вертикальной оси расплав из ковша 1 заливают в форму 2, закрепленную на шпинделе 3, приводимом во вращение электродвигателем 4. Расплав 5 под действием центробежных и гравитационных сил распределяется по стенкам формы и затвердевает, после чего вращение формы прекращают и извлекают из нее затвердевшую отливку 6 (рис.1).
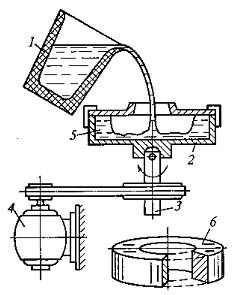
Рис.1 — Схема получения отливок при вращении формы вокруг вертикальной оси: 1 – ковш; 2 – форма; 3 – шпиндель; 4 – электродвигатель; 5 – расплав; 6 – отливка.
На примере такой схемы можно продемонстрировать результаты моделирования в СКМ ЛП «ПолигонСофт» для получения простейшей отливки типа «труба» методом центробежного литья (ЦБЛ) со свободной поверхностью. На рис.2 показана геометрическая модель (ГМ) представляющая из себя форму (сиреневая область) в которой под действием центробежных сил формируется отливка и собственно саму отливку (белая область) со свободной поверхностью.
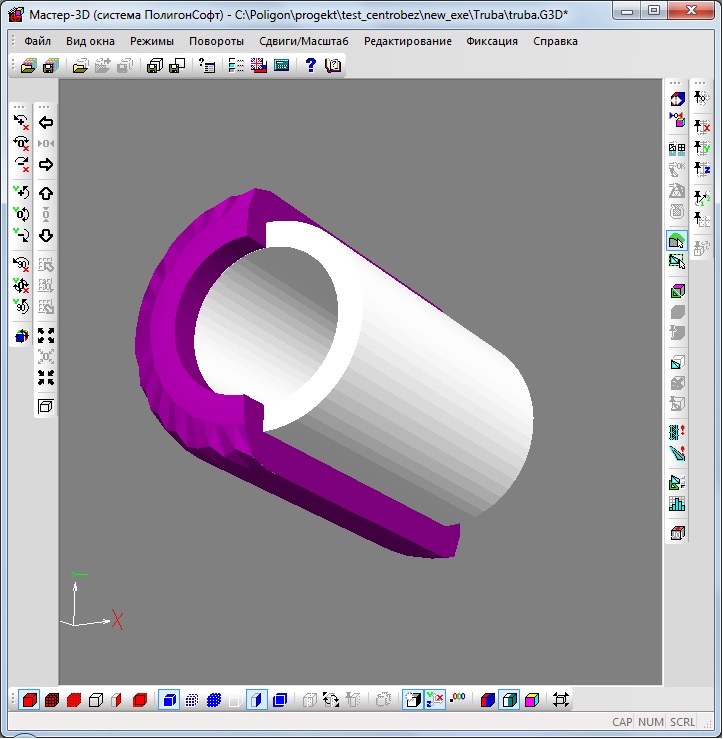
Рис.2 ГМ для моделирования ЦБЛ со свободной поверхностью.
Соответственно при моделировании тепловых и усадочных процессов адекватно учитываются все особенности этого процесса: охлаждение свободной поверхности в воздух, центробежные силы и т.п. На рис.3 показаны результаты моделирования с точки зрения развития усадочных процессов при такой схеме центробежного литья (ЦБЛ).
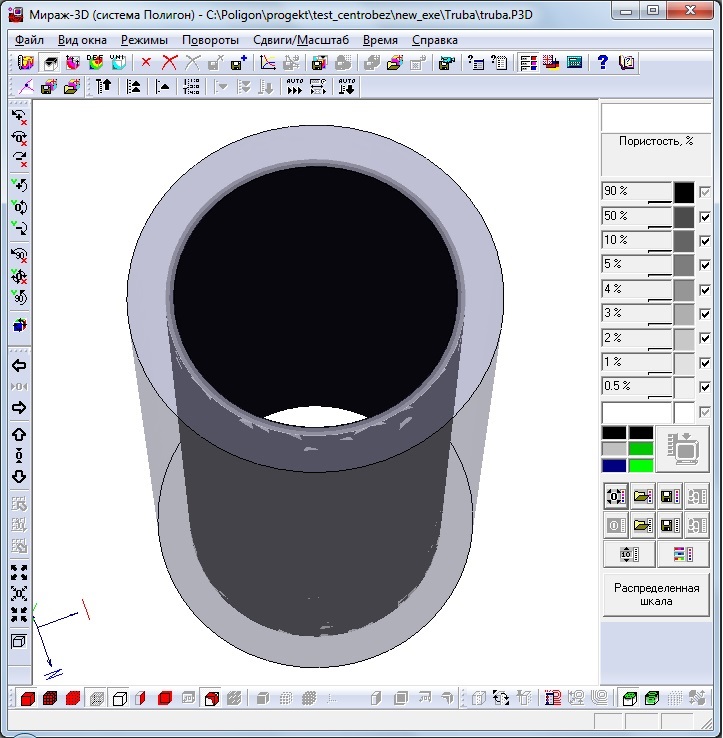
Рис.3 Усадка после затвердевания при ЦБЛ в трубе со свободной поверхностью.
На рис.3 показаны усадочные поля в процентах пористости. Из рис.3 видно, что практически вся фазовая усадка при затвердевании (темная область -100% пористости) сформировалась на свободной поверхности, а тело собственно трубы свободна от усадочных дефектов (светлая область). Это связано как с особенностями тепловых процессов при ЦБЛ со свободной поверхностью, так и с действием центробежных сил.
Для примера можно показать результаты моделирования той же трубы при обычном литье. На рис.4 показана ГМ для моделирования литейных процессов в затвердевающей трубе без применения ЦБЛ.
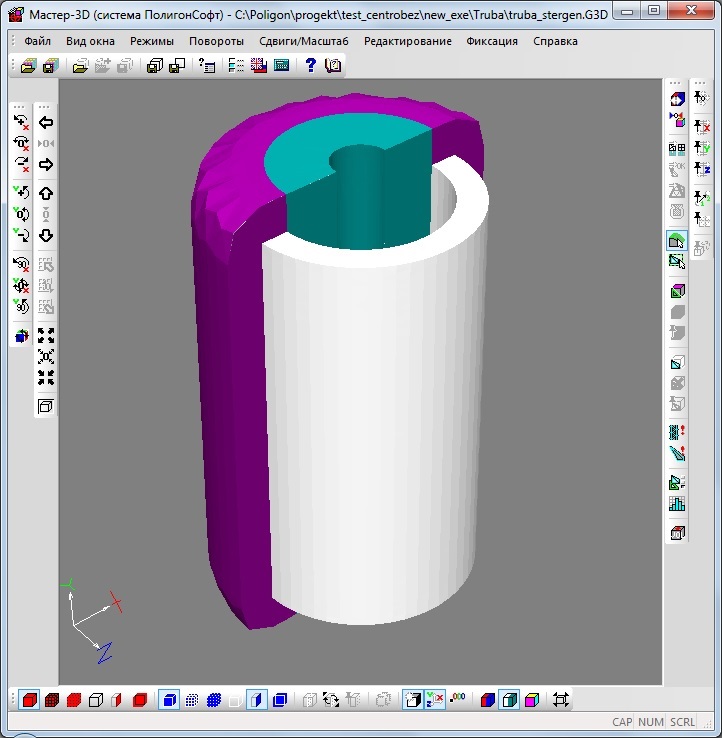
Рис.4 ГМ для моделирования литейных процессов в трубе при обычном литье.
Поскольку без наличия центробежных сил внутреннюю поверхность невозможно сформировать как «свободную поверхность», то она оформлена малотеплопроводным стержнем (темно-голубая область). На рис.5 показаны усадочные поля, сформировавшиеся при обычном литье.
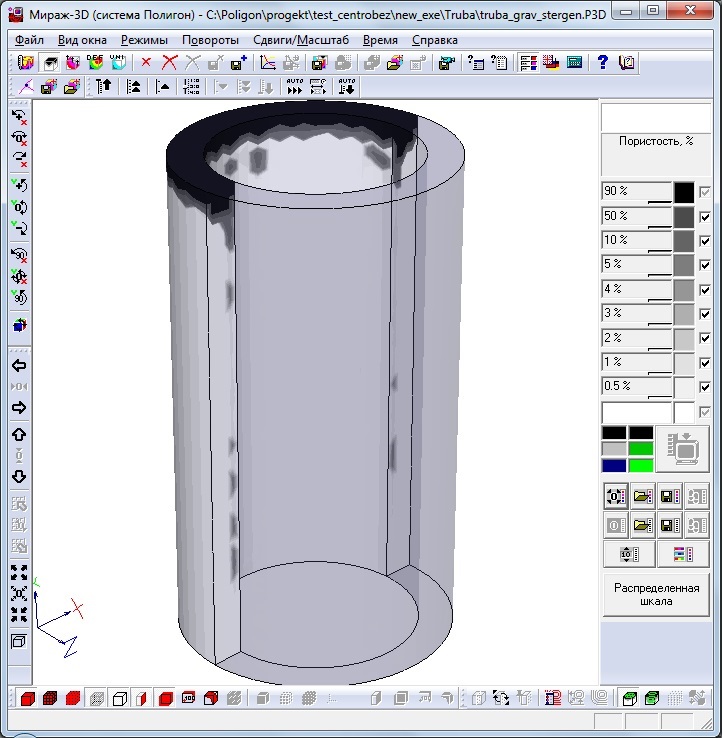
Рис.5 Усадочные дефекты в трубе при обычном литье.
На рис.5 видно, что при обычном литье усадочная раковина формируется сверху по торцу трубы, а кроме того в теле трубы образуется рыхлота. Это связано как с отсутствием центробежных сил, так и с менее благоприятными тепловыми условиями при формировании отливки по такой технологии, т.к. внутреннюю поверхность пришлось оформлять стержнем.
Отливки с внутренней поверхностью сложной конфигурации получают с использованием стержней (рис.6, а) в формах с вертикальной осью вращения. Так отливают, например, венцы зубчатых колес. Расплав из ковша через заливочное отверстие и стояк 1 поступает в центральную полость формы 2, выполненную стержнями 3 и 4, а затем под действием центробежных сил через щелевые питатели – в рабочую полость формы. При этом избыток металла в центральной полости формы 5 выполняет роль прибыли, обеспечивая питание отливки при затвердевании.
Мелкие фасонные отливки можно получать центробежным литьем в песчаные формы (рис.6, б). Части формы 1 и 2 устанавливают на центробежный стол и крепят на нем. При необходимости используют стержни 4. Рабочие полости 3 должны располагаться симметрично относительно оси вращения для обеспечения балансировки формы. Расплав заливают через центральный стояк, из которого по радиальным каналам он попадает в полости формы. Технологический выход годного при таком способе литья приближается к выходу годного при литье в песчаные формы. При центробежном литье можно использовать песчаные, металлические, оболочковые и объемные керамические, а также комбинированные формы.
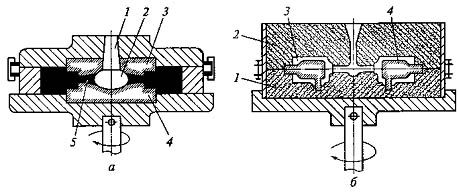
Рис.6 Схема получения фасонных отливок: а – венец шестерни: 1 – стояк; 2 – центральная полость формы; 3 и 4 – стержни; 5 – прибыль; б – мелкие фасонные отливки: 1 – нижняя полуформа; 2 – верхняя полуформа; 3 – рабочая поверхность формы; 4 – стержень.
Вообще варианты применение ЦБЛ и установки для ЦБЛ могут быть самыми разнообразными. В общем случае, ЦБЛ позволяет получать более плотные отливки за счет более эффективного распределения нормалей эквипотенциальных поверхностей полей ускорений в теле формирующейся отливки. Гравитационные вектора всегда направлены параллельно друг-другу в одну сторону. Вектора же ускорения при ЦБЛ (в данном случае полный аналог гравитационных векторов) направлены от оси вращения во все стороны. Это позволяет организовать такое направление формирования усадочных дефектов и тепловых узлов, которое более эффективно выведет усадочные дефекты из тела детали. Кроме того, поскольку центробежные силы должны быть намного больше гравитационных, то применение ЦБЛ существенно улучшает заполняемость, после полного заполнения обеспечивает увеличенный пьезометрический напор в теле затвердевающей отливки и более мелкую структуру на внешней поверхности за счет более плотного «прижима» и более интенсивного охлаждения по внешней поверхности.
Можно показать результаты моделирования для сложных фасонных отливок, получаемых методами ЦБЛ. На рис.7 показаны результаты моделирования процессов при формировании куста отливок типа «кронштейн» в разовой форме при ЦБЛ.
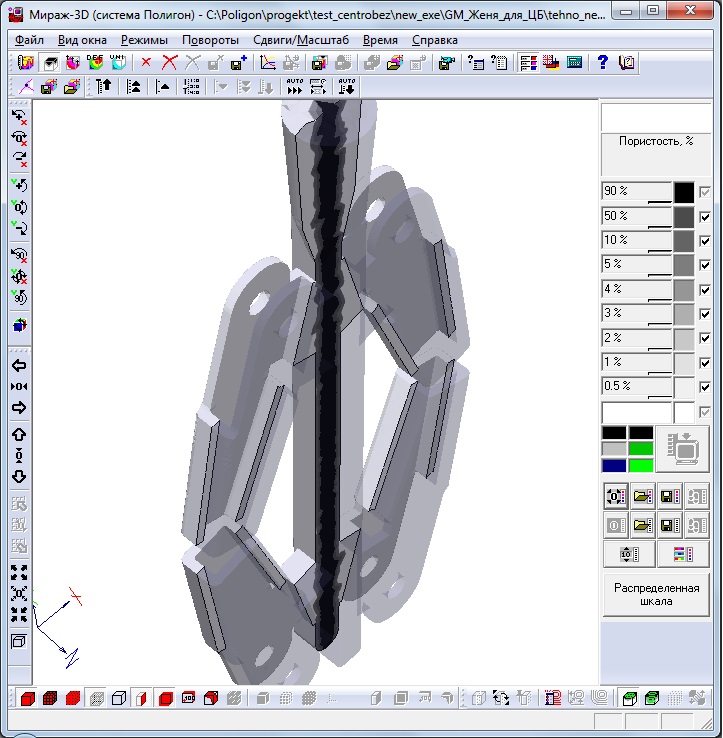
Рис.7 Усадочные поля в отливках типа «кронштейн».
На рис.7 видно, что усадочная раковина сосредоточена вокруг оси вращения внутри стояка, который в данном случае играет роль прибыли.
Достаточно часто ЦБЛ применяют при литье сложных мелких отливок в ювелирной промышленности. На рис.8а,б показана ГМ для моделирования литейных процессов в многоярусном блоке для получения заготовок ювелирных украшений.
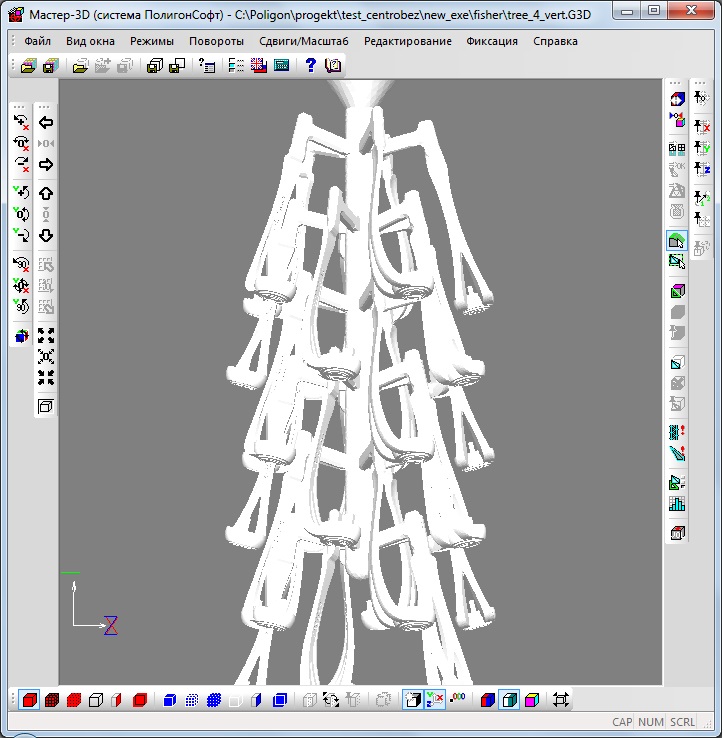
Рис.8а ГМ для литья ювелирных украшений (общий вид блока).
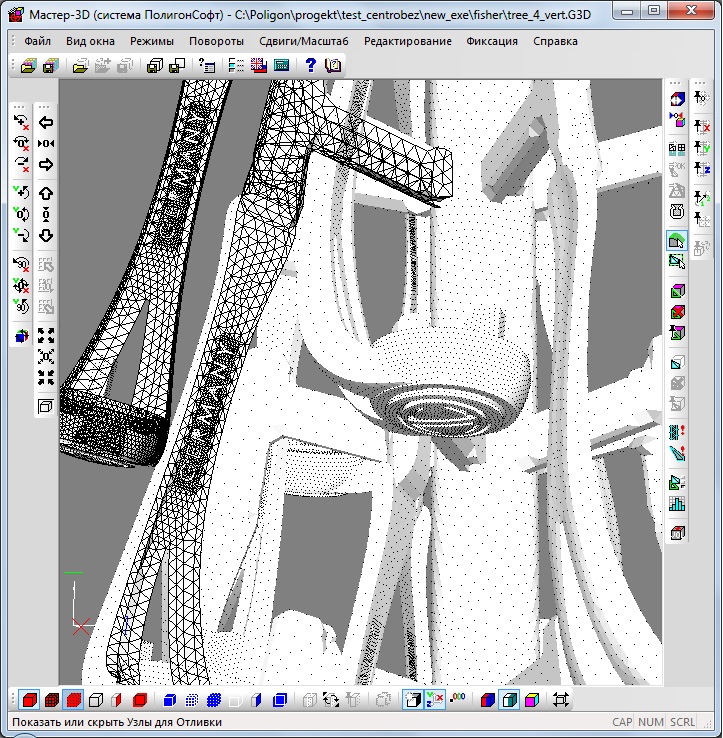
Рис.8б ГМ для литья ювелирных украшений (отдельный ярус блока).
На рис.9а,б показаны результаты моделирования многоярусного блока ювелирных украшений в разном масштабе.
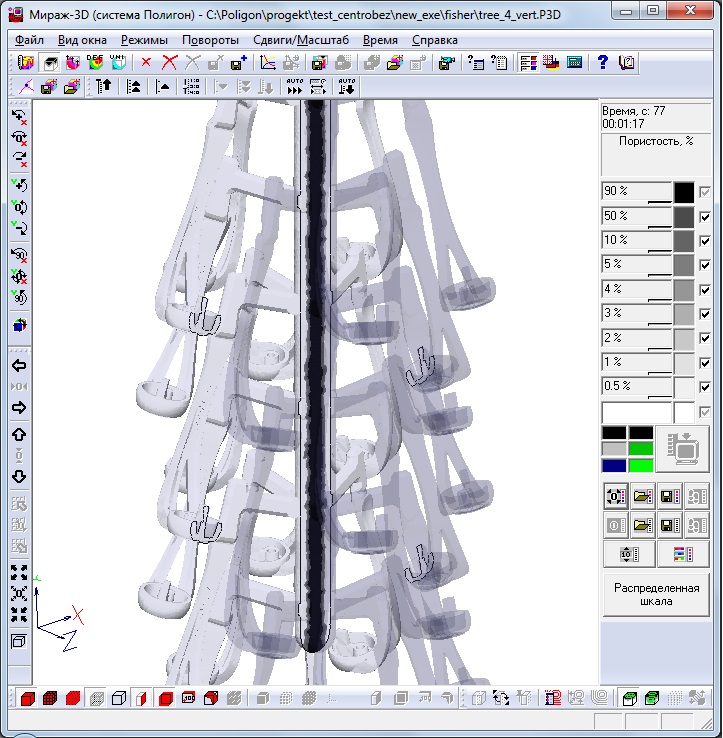
Рис.9а Усадочные поля при ЦБЛ блока ювелирных украшений (общий вид).
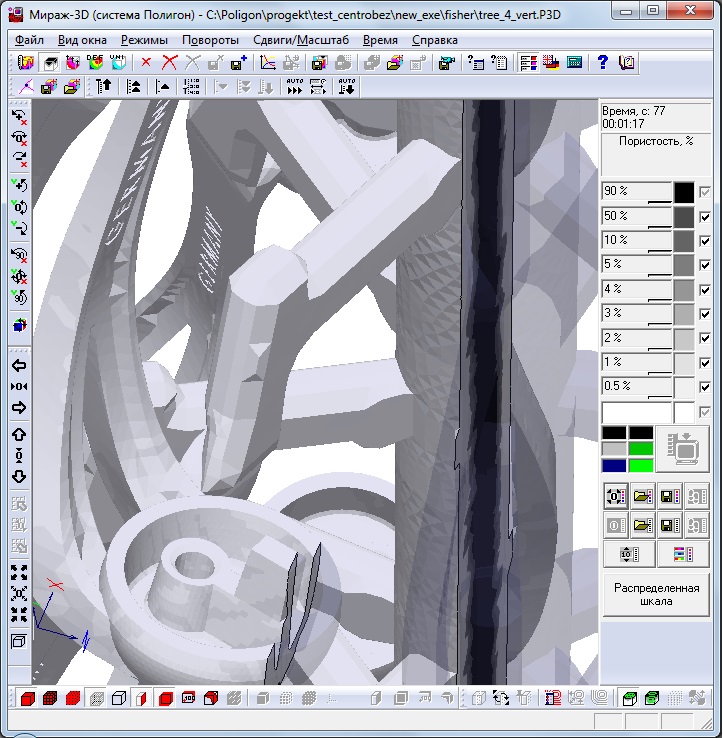
Рис.9б Усадочные поля при ЦБЛ блока ювелирных украшений (один ярус).
На рис.9а,б видно, что усадочные дефекты сосредоточены в стояке, а собственно заготовки перстней не имеют усадочных дефектов, несмотря на сложную конфигурацию как самого блока, так и отдельных его частей – заготовок перстней из дорогостоящих металлов.